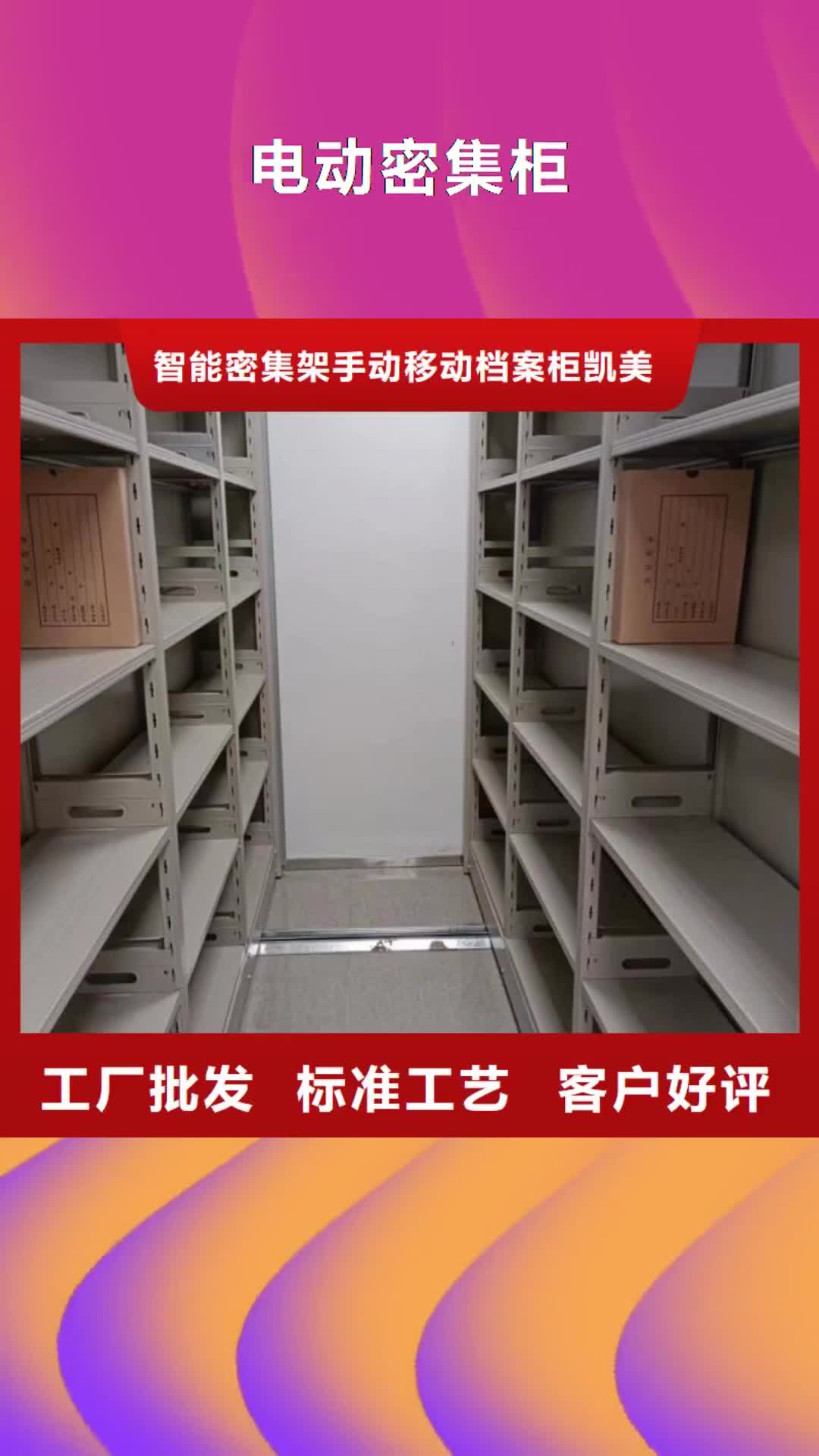
【注塑产品 氟胶垫质量无忧】
更新时间:2025-06-06 09:50:57
Tags: 注塑产品




以上是我们上传的注塑产品实拍视频,您可以点击观看。
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 7天内 |
| 供货总量 | 9999 |
| 运费说明 | 电议 |
| 小起订 | 10 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 塑料 |
| 产品品牌 | 铭诺 |
| 发货城市 | 河北衡水 |
| 产品产地 | 河北衡水 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 定制 |
| 质保时间 | 180天 |
| 是否进口 | 否 |
| 质量认证 | 合格 |
| 范围 | 总部设立于【],服务网络覆盖青海省 西宁市、海东市、海北市、海南市、海西市、玉树市、果洛市、黄南市等区域。 |

注塑产品,【铭诺橡塑制品(青海省分公司)mnxs3671-75】产品销售至全国多地,我们的注塑产品不仅具备性能和的功能,更有着长达三年的质保承诺,欢迎来电咨询选购,联系人:杜鑫鑫,地址:景县景龙路南、杜桥镇草厂村西北。

注塑产品 相关联的知识 2-1 材料中含有微量的水分,除了引起银条痕外,波流纹,白化,气泡等成型不良现象也会发生。对材料的流动性和热劣化等也有很坏的影响。 2-2 从料筒流向注嘴口流边、浇口的材料,如果温度变化的梯度太大,容易凡是材料的剪切。 2-3当模具的气体逸出场所变差的时候,也会发生银条痕。 解决的方法 3-1 即时:对材料完全燥。(用高温短时间干燥来做效果不好,普遍是以 85。C温度干燥 4 个小时)提高模具温度,降低加热料筒温度,对料简注射嘴进行保温。 3-2 短时间的:使流边变粗 3-3 长期的:避免设计制品厚度的差异,在制品厚度厚的地方附加上浇口

注塑产品 制品裂纹的方法 制品产生裂纹的原因: 1-1 由于成型设定条件引起的残余应力(过饱模) 1-2脱模时发生的残余应力 1-3制品的形状引起的应力集中 1-4 同镶块的热膨胀引起的误差 1-5材料的劣化 相关联的知识: 2-1 跟上一节变形同一原因 2-2 金属镶块预先加热,则可以缓和成型时的残余应力,同样的原理,用成型后的退火代替镶块加热也是一种方法. 2-3 在成型设定条件中,用下降射出压力这一措施是有效的。 2-4 如果脱模销分别是平衡的,在脱模是加上大点的力。

注塑产品 9由于材料的差异: 4-1 因为大多数的材料必须干燥。通常是在料筒上附加干燥器 4-2象聚碳酸脂之类的特别要干燥的材料,在袋或罐中先预热干燥后再倒入干燥机. 4-3象PVC 等材料,容易发生分解也常发生银条痕。 4、制品飞边的方法 产生飞边的原因 1-1 模具分型面(PL) 滑动面不配合 1-2 射出压力太高 1-3 注射机的偏移 1-4 锁摸力不足






大家都爱看